Hygienische Pumpen in der Lebensmittelbranche
Sauberkeit entscheidet über Qualität.
Unsichtbare Risiken lauern überall.
Technik schützt unsere Lebensmittel.
Pumpen spielen dabei eine Schlüsselrolle.
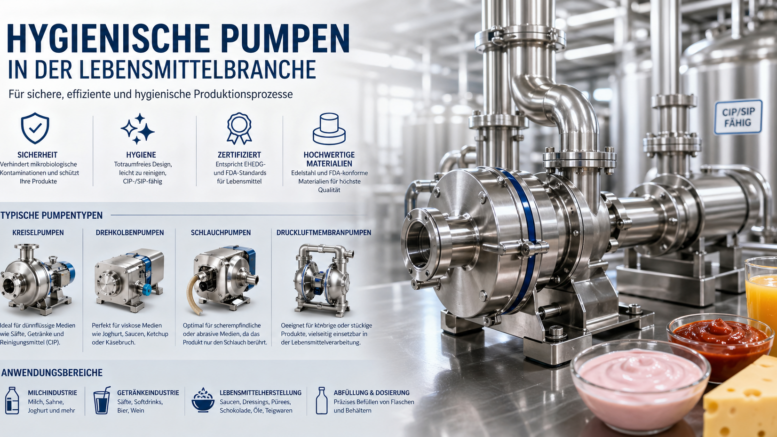
In der modernen Lebensmittelproduktion zählt jedes Detail. Von der Rohstoffverarbeitung bis zur Abfüllung müssen höchste Hygienestandards eingehalten werden, um die Sicherheit der Produkte zu gewährleisten. Hygienische Pumpen in der Lebensmittelbranche sind dabei ein zentraler Bestandteil jeder Produktionslinie. Sie sorgen nicht nur für den zuverlässigen Transport sensibler Medien, sondern verhindern auch mikrobiologische Kontaminationen und sichern die gleichbleibende Qualität der Endprodukte.
Ob Milch, Saft, Sauce oder Teig – jede Substanz stellt eigene Anforderungen an die Fördertechnik. Gleichzeitig müssen gesetzliche Vorschriften, internationale Standards und strenge Qualitätskontrollen erfüllt werden. Genau hier kommen speziell entwickelte Pumpensysteme ins Spiel, die durch ihr durchdachtes Hygienedesign und ihre Reinigungsfähigkeit überzeugen.
Dieser Artikel beleuchtet umfassend die Bedeutung, Anforderungen, Technologien und Einsatzbereiche hygienischer Pumpen. Dabei wird deutlich, warum sie in der Lebensmittelindustrie unverzichtbar sind und welche Innovationen die Branche aktuell prägen.
Key Takeaways
- Hygienische Pumpen verhindern Kontaminationen und sichern Lebensmittelqualität
- Totraumfreies Design ist entscheidend für hygienische Prozesse
- CIP- und SIP-Reinigungssysteme sind unverzichtbar
- Edelstahl und FDA-konforme Materialien garantieren Produktsicherheit
- Unterschiedliche Pumpentypen decken vielfältige Anwendungen ab
- Zertifizierungen wie EHEDG und FDA sind zentrale Qualitätsmerkmale
- Schonende Förderung schützt empfindliche Lebensmittelstrukturen
Bedeutung hygienischer Pumpen in der Lebensmittelproduktion
Warum Hygiene in der Förderung entscheidend ist
In der Lebensmittelindustrie ist Hygiene kein optionaler Faktor, sondern eine zwingende Voraussetzung für den sicheren Betrieb. Jeder Kontaktpunkt zwischen Maschine und Produkt kann potenziell eine Quelle für Verunreinigungen sein. Hygienische Pumpen in der Lebensmittelbranche minimieren dieses Risiko durch speziell entwickelte Oberflächen und Konstruktionen, die eine einfache Reinigung ermöglichen.
Besonders kritisch sind sogenannte Toträume. Diese kleinen Hohlräume oder schwer zugänglichen Bereiche können Produktreste zurückhalten, die wiederum als Nährboden für Mikroorganismen dienen. Eine konsequente Vermeidung solcher Strukturen ist daher essenziell. Moderne Pumpen setzen auf glatte Innenflächen und optimierte Geometrien, um Ablagerungen zu verhindern.
Ein weiterer Aspekt ist die Prozesssicherheit. Produktionslinien laufen oft rund um die Uhr, wodurch sich selbst kleinste Hygienemängel schnell zu großen Problemen entwickeln können. Deshalb müssen Pumpen nicht nur hygienisch konstruiert sein, sondern auch dauerhaft zuverlässig funktionieren.
Darüber hinaus beeinflusst die Hygiene direkt die Haltbarkeit der Produkte. Je sauberer der Prozess, desto länger bleibt das Lebensmittel genießbar. Das reduziert nicht nur Verluste, sondern steigert auch die Kundenzufriedenheit.
Einfluss auf Produktqualität und Haltbarkeit
Die Qualität eines Lebensmittels hängt maßgeblich von der Reinheit während der Verarbeitung ab. Hygienische Pumpen spielen hier eine zentrale Rolle, da sie empfindliche Medien transportieren, ohne deren Struktur zu beschädigen oder zu verunreinigen.
Insbesondere bei Produkten wie Joghurt oder Saucen ist die Konsistenz entscheidend. Eine ungeeignete Förderung kann dazu führen, dass Emulsionen zerstört oder Partikel zerkleinert werden. Hochwertige Pumpen verhindern dies durch schonende Fördermechanismen.
Auch der Geschmack wird beeinflusst. Rückstände aus vorherigen Produktionschargen können unerwünschte Aromen übertragen. Eine gründliche Reinigung der Pumpensysteme ist daher unerlässlich, um eine gleichbleibende Produktqualität sicherzustellen.
Nicht zuletzt spielt die Temperatur eine Rolle. Viele Lebensmittel reagieren empfindlich auf Wärmeentwicklung, die durch Reibung entstehen kann. Effiziente Pumpen minimieren diesen Effekt und tragen so zur Stabilität des Produkts bei.
Wirtschaftliche Vorteile durch hygienische Technik
Neben der Sicherheit bieten hygienische Pumpen auch wirtschaftliche Vorteile. Durch ihre effiziente Bauweise reduzieren sie Ausfallzeiten und Wartungskosten erheblich. Besonders die Möglichkeit zur Reinigung im eingebauten Zustand (CIP/SIP) spart Zeit und Ressourcen.
Unternehmen profitieren zudem von einer höheren Produktionsgeschwindigkeit. Da weniger manuelle Eingriffe notwendig sind, können Prozesse automatisiert und optimiert werden. Dies führt zu einer gesteigerten Effizienz und geringeren Personalkosten.
Ein weiterer Vorteil ist die Einhaltung gesetzlicher Vorschriften. Verstöße gegen Hygienestandards können zu hohen Strafen oder Produktionsstopps führen. Investitionen in hochwertige Pumpentechnologie zahlen sich daher langfristig aus.
Auch die Nachhaltigkeit wird verbessert. Durch reduzierte Reinigungszeiten und geringeren Wasserverbrauch leisten moderne Pumpen einen wichtigen Beitrag zum Umweltschutz.
Hygienedesign als zentraler Erfolgsfaktor
Totraumfreie Konstruktion und glatte Oberflächen
Das Hygienedesign ist das Herzstück jeder lebensmitteltauglichen Pumpe. Ziel ist es, eine Konstruktion zu schaffen, die keinerlei Rückstände zulässt. Dies wird durch eine Kombination aus glatten Oberflächen, optimierten Strömungswegen und präziser Verarbeitung erreicht.
Toträume stellen dabei die größte Herausforderung dar. Selbst kleinste Spalten können problematisch sein, da sie schwer zu reinigen sind. Moderne Designs vermeiden daher scharfe Kanten und setzen auf sanfte Übergänge.
Die Oberflächenbeschaffenheit spielt ebenfalls eine entscheidende Rolle. Polierter Edelstahl sorgt dafür, dass sich Partikel nicht anlagern können. Gleichzeitig erleichtert er die Reinigung und reduziert das Risiko von Biofilmbildung.
Auch Dichtungen und Verbindungen müssen hygienisch ausgeführt sein. Sie dürfen weder porös sein noch schwer zugängliche Bereiche schaffen. Hochwertige Materialien und präzise Fertigung sind hier unerlässlich.
Bedeutung von Zertifizierungen und Standards
Zertifizierungen sind ein wichtiger Indikator für die Qualität hygienischer Pumpen. Sie geben Unternehmen die Sicherheit, dass die eingesetzten Komponenten den aktuellen Anforderungen entsprechen.
Besonders relevant sind Standards wie EHEDG und FDA. Diese definieren klare Richtlinien für Konstruktion, Materialien und Reinigungsfähigkeit. Hersteller müssen strenge Prüfverfahren durchlaufen, um diese Zertifikate zu erhalten.
Für Betreiber bedeutet dies eine erhebliche Erleichterung. Sie können sich darauf verlassen, dass zertifizierte Pumpen den gesetzlichen Vorgaben entsprechen und zuverlässig funktionieren.
Darüber hinaus fördern solche Standards die internationale Vergleichbarkeit. Unternehmen, die global tätig sind, profitieren von einheitlichen Anforderungen und können ihre Prozesse entsprechend optimieren.
Integration in moderne Produktionsanlagen
Hygienische Pumpen sind heute ein integraler Bestandteil automatisierter Produktionssysteme. Sie müssen sich nahtlos in bestehende Anlagen integrieren lassen und mit anderen Komponenten kommunizieren können.
Moderne Steuerungssysteme ermöglichen eine präzise Überwachung der Pumpenleistung. Parameter wie Druck, Temperatur und Durchfluss werden kontinuierlich erfasst und ausgewertet.
Dies erhöht nicht nur die Prozesssicherheit, sondern ermöglicht auch eine frühzeitige Fehlererkennung. Wartungsmaßnahmen können gezielt geplant werden, bevor es zu Ausfällen kommt.
Ein weiterer Trend ist die Digitalisierung. Vernetzte Systeme ermöglichen eine zentrale Steuerung und Analyse, was die Effizienz weiter steigert.
Reinigungsprozesse: CIP und SIP im Fokus
Cleaning in Place (CIP) als Standardverfahren
Die Reinigung ist ein zentraler Bestandteil jeder Lebensmittelproduktion. Cleaning in Place, kurz CIP, ermöglicht die Reinigung von Anlagen ohne Demontage. Dies spart Zeit und reduziert das Risiko von Kontaminationen.
Bei diesem Verfahren werden Reinigungsflüssigkeiten durch das System gepumpt, um Rückstände zu entfernen. Die Effektivität hängt dabei stark von der Konstruktion der Pumpen ab.
Hygienische Pumpen sind so ausgelegt, dass sie eine vollständige Durchströmung ermöglichen. Dadurch werden alle Bereiche erreicht und gründlich gereinigt.
Ein weiterer Vorteil ist die Automatisierung. CIP-Prozesse können programmiert und überwacht werden, was die Effizienz erhöht und menschliche Fehler minimiert.
Sterilization in Place (SIP) für höchste Anforderungen
Neben der Reinigung spielt auch die Sterilisation eine wichtige Rolle. SIP-Verfahren nutzen Dampf oder andere Sterilisationsmittel, um Mikroorganismen abzutöten.
Dieses Verfahren kommt vor allem bei besonders sensiblen Produkten zum Einsatz. Dazu gehören beispielsweise Milchprodukte oder Babynahrung.
Die Pumpen müssen dabei hohen Temperaturen standhalten und gleichzeitig ihre Funktionalität behalten. Dies erfordert spezielle Materialien und Konstruktionen.
Ein weiterer Vorteil von SIP ist die Sicherheit. Durch die vollständige Sterilisation wird das Risiko von Kontaminationen nahezu ausgeschlossen.
Herausforderungen und Optimierungspotenziale
Trotz ihrer Vorteile stellen CIP- und SIP-Verfahren auch Herausforderungen dar. Eine unzureichende Auslegung kann dazu führen, dass bestimmte Bereiche nicht vollständig gereinigt werden.
Deshalb ist eine sorgfältige Planung entscheidend. Faktoren wie Strömungsgeschwindigkeit, Temperatur und Reinigungsmittel müssen optimal abgestimmt werden.
Auch die Wartung spielt eine wichtige Rolle. Regelmäßige Kontrollen stellen sicher, dass die Systeme einwandfrei funktionieren und ihre Leistung beibehalten.
Innovationen wie intelligente Sensoren und automatisierte Überwachungssysteme bieten hier großes Potenzial für zukünftige Verbesserungen.
Pumpentypen und ihre spezifischen Einsatzgebiete
Kreiselpumpen für dünnflüssige Medien
Kreiselpumpen gehören zu den am häufigsten eingesetzten Pumpentypen in der Lebensmittelindustrie. Sie eignen sich besonders für dünnflüssige Medien wie Säfte, Getränke oder Reinigungsflüssigkeiten.
Ihr Funktionsprinzip basiert auf der Zentrifugalkraft, die das Medium durch das System bewegt. Dies ermöglicht einen kontinuierlichen und gleichmäßigen Fluss.
Ein großer Vorteil ist ihre einfache Bauweise. Dadurch sind sie kostengünstig und leicht zu warten. Gleichzeitig bieten sie eine hohe Effizienz bei geringen Viskositäten.
Allerdings sind sie weniger geeignet für dickflüssige oder stückige Produkte. Hier stoßen sie schnell an ihre Grenzen.
Drehkolbenpumpen für viskose Produkte
Drehkolbenpumpen sind die erste Wahl für viskose Medien wie Joghurt, Käsebruch oder Saucen. Sie arbeiten mit rotierenden Kolben, die das Produkt schonend fördern.
Ein entscheidender Vorteil ist die geringe Scherbelastung. Dadurch bleibt die Struktur empfindlicher Lebensmittel erhalten.
Zudem können sie auch Produkte mit festen Bestandteilen transportieren. Dies macht sie besonders vielseitig einsetzbar.
Die Reinigung ist dank hygienischem Design ebenfalls problemlos möglich. Dadurch erfüllen sie alle Anforderungen moderner Produktionsanlagen.
Schlauch- und Membranpumpen für Spezialanwendungen
Schlauchpumpen sind ideal für scherempfindliche oder abrasive Medien. Da das Produkt nur mit dem Schlauch in Kontakt kommt, ist das Kontaminationsrisiko minimal.
Dies macht sie besonders geeignet für empfindliche Anwendungen. Gleichzeitig sind sie einfach zu reinigen und zu warten.
Druckluftmembranpumpen hingegen eignen sich für klebrige oder stückige Produkte. Sie arbeiten zuverlässig auch unter schwierigen Bedingungen.
Beide Pumpentypen bieten flexible Einsatzmöglichkeiten und ergänzen das Spektrum hygienischer Pumpen optimal.
Materialien und ihre Bedeutung für die Lebensmittelsicherheit
Edelstahl als Standardmaterial
Edelstahl ist das bevorzugte Material für hygienische Pumpen. Er ist korrosionsbeständig, langlebig und leicht zu reinigen.
Seine glatte Oberfläche verhindert die Anhaftung von Partikeln und erleichtert die Desinfektion. Zudem ist er geschmacksneutral und beeinflusst das Produkt nicht.
Ein weiterer Vorteil ist seine Widerstandsfähigkeit gegenüber chemischen Reinigungsmitteln. Dadurch eignet er sich ideal für CIP- und SIP-Prozesse.
Die hohe Stabilität sorgt zudem für eine lange Lebensdauer der Pumpen, was die Investition wirtschaftlich attraktiv macht.
FDA-konforme Kunststoffe und Dichtungen
Neben Edelstahl kommen auch spezielle Kunststoffe zum Einsatz. Diese müssen strengen Anforderungen entsprechen und FDA-konform sein.
Materialien wie PTFE bieten hervorragende Eigenschaften. Sie sind beständig gegen Chemikalien und bieten eine hohe Temperaturresistenz.
Dichtungen spielen eine besonders wichtige Rolle. Sie müssen zuverlässig abdichten, ohne selbst zur Kontaminationsquelle zu werden.
Hochwertige Materialien gewährleisten eine sichere und langlebige Funktion der Pumpen.
Zukunftstrends bei Materialien
Die Materialforschung entwickelt sich ständig weiter. Neue Werkstoffe bieten verbesserte Eigenschaften und eröffnen neue Möglichkeiten.
Ein Trend ist die Entwicklung antibakterieller Oberflächen. Diese können das Wachstum von Mikroorganismen aktiv hemmen.
Auch Nachhaltigkeit gewinnt an Bedeutung. Umweltfreundliche Materialien und ressourcenschonende Produktionsverfahren stehen zunehmend im Fokus.
Diese Entwicklungen werden die Zukunft hygienischer Pumpen maßgeblich prägen.
Anwendungsbereiche in der Lebensmittelindustrie
Milch- und Molkereiprodukte
In der Milchindustrie sind hygienische Pumpen unverzichtbar. Sie transportieren empfindliche Produkte wie Milch, Sahne oder Joghurt.
Dabei ist besondere Vorsicht geboten, um die Struktur und Qualität zu erhalten. Schonende Fördertechniken sind daher essenziell.
Auch die Reinigung spielt eine zentrale Rolle. Milchprodukte bieten ideale Bedingungen für Mikroorganismen, weshalb höchste Hygienestandards erforderlich sind.
Moderne Pumpen gewährleisten eine sichere und effiziente Verarbeitung dieser sensiblen Produkte.
Getränke- und Brauindustrie
In der Getränkeindustrie werden große Mengen an Flüssigkeiten verarbeitet. Hygienische Pumpen sorgen für einen reibungslosen Ablauf.
Ob Säfte, Softdrinks oder Bier – jede Anwendung stellt spezifische Anforderungen. Die Pumpen müssen flexibel und zuverlässig sein.
Auch hier ist die Reinigung entscheidend. Rückstände können den Geschmack beeinträchtigen und die Qualität mindern.
Durch den Einsatz moderner Pumpentechnologie wird eine gleichbleibend hohe Produktqualität sichergestellt.
Lebensmittelherstellung und Abfüllung
In der allgemeinen Lebensmittelproduktion kommen hygienische Pumpen in vielen Bereichen zum Einsatz. Sie fördern Saucen, Pürees, Öle und vieles mehr.
Besonders wichtig ist die präzise Dosierung. Dies ist entscheidend für die Qualität und Konsistenz der Produkte.
Auch in der Abfüllung spielen Pumpen eine zentrale Rolle. Sie ermöglichen ein exaktes Befüllen von Flaschen und Behältern.
Durch ihre Vielseitigkeit sind sie aus der modernen Lebensmittelindustrie nicht mehr wegzudenken.
Fazit
Hygienische Pumpen in der Lebensmittelbranche sind weit mehr als nur technische Komponenten. Sie sind ein entscheidender Faktor für die Sicherheit, Qualität und Effizienz moderner Produktionsprozesse. Durch ihr durchdachtes Design, hochwertige Materialien und innovative Technologien gewährleisten sie eine zuverlässige und hygienische Förderung unterschiedlichster Medien.
Von der Milchverarbeitung bis zur Getränkeabfüllung – ihre Einsatzmöglichkeiten sind vielfältig und unverzichtbar. Gleichzeitig tragen sie zur Einhaltung gesetzlicher Vorschriften und zur Optimierung wirtschaftlicher Prozesse bei.
Die kontinuierliche Weiterentwicklung in den Bereichen Materialforschung, Digitalisierung und Automatisierung wird ihre Bedeutung in Zukunft weiter steigern. Unternehmen, die auf moderne Pumpentechnologie setzen, sichern sich nicht nur Wettbewerbsvorteile, sondern auch das Vertrauen ihrer Kunden.
Meta-Beschreibung